






د فولادو فضا چوکاټ شاټ blasting او derusting پروسه
د ډزو چاودنه:
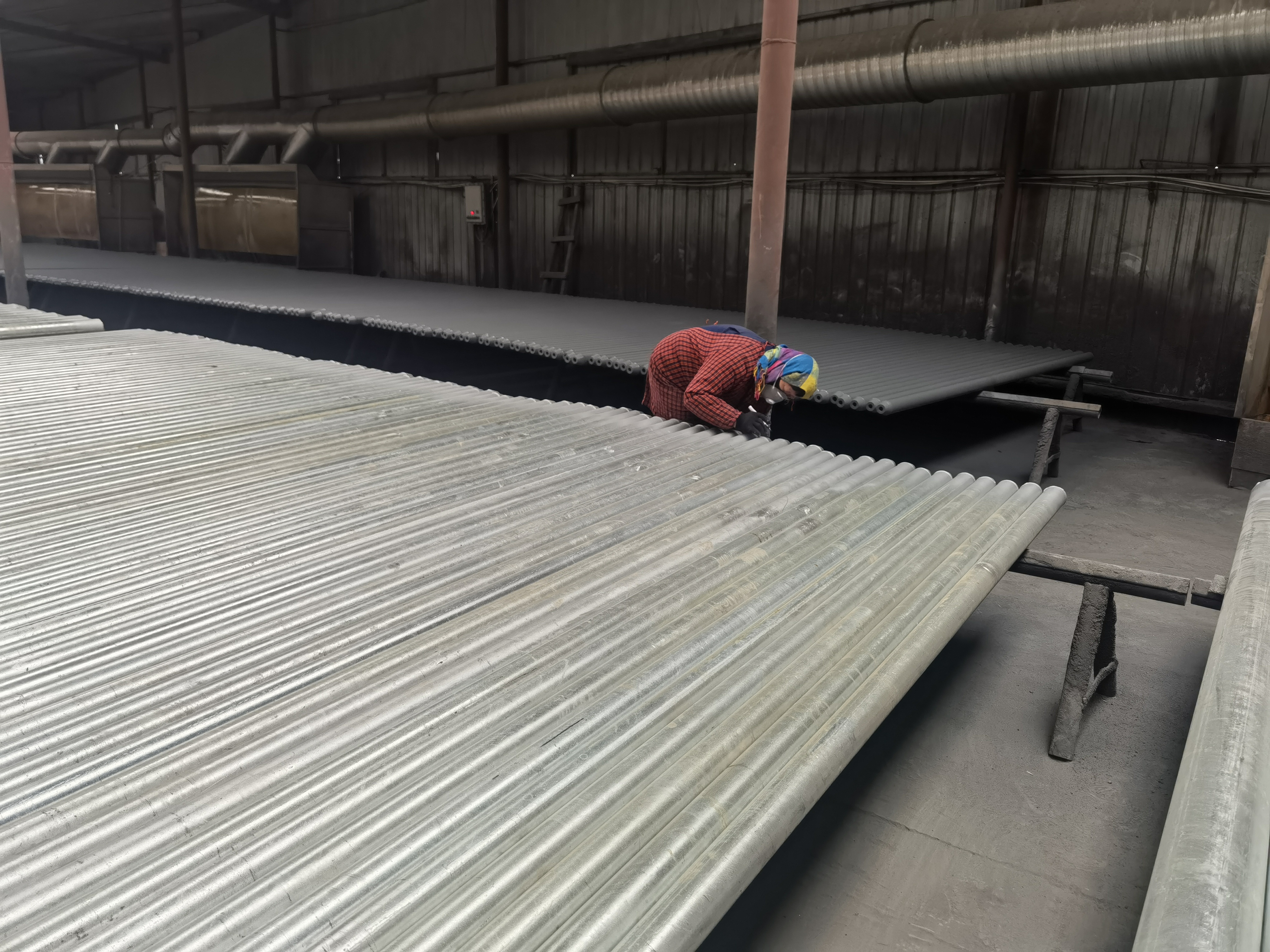
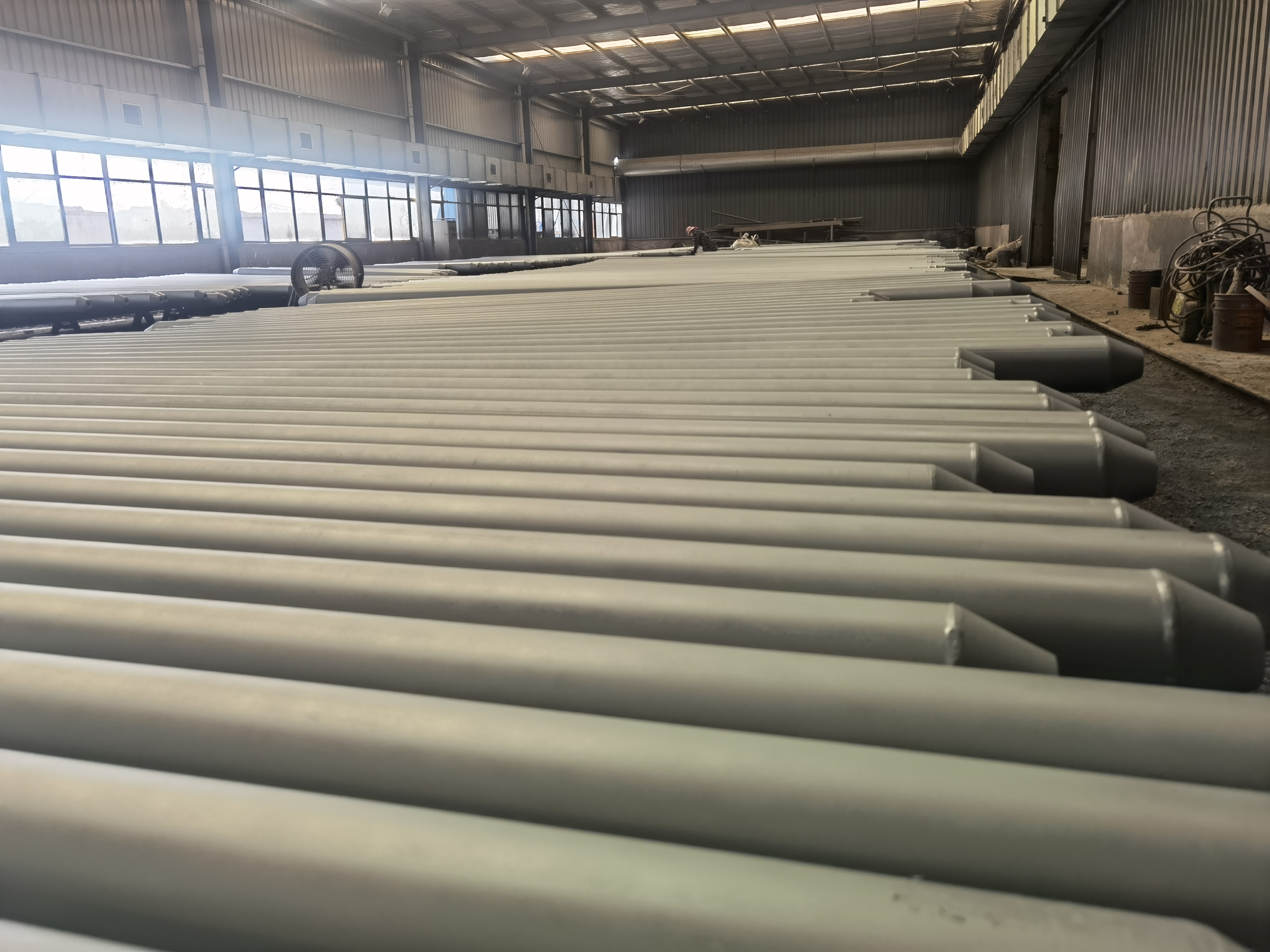
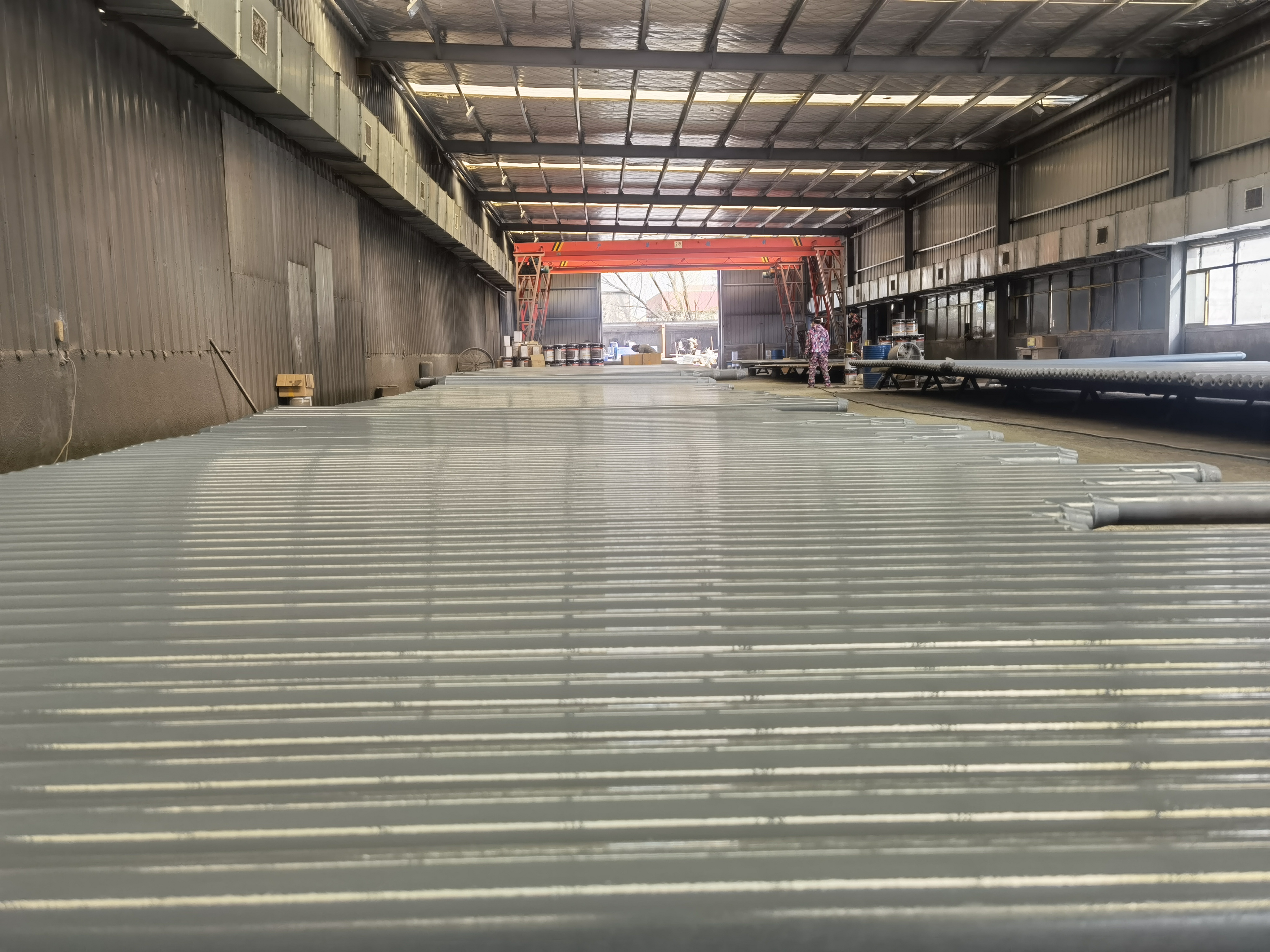
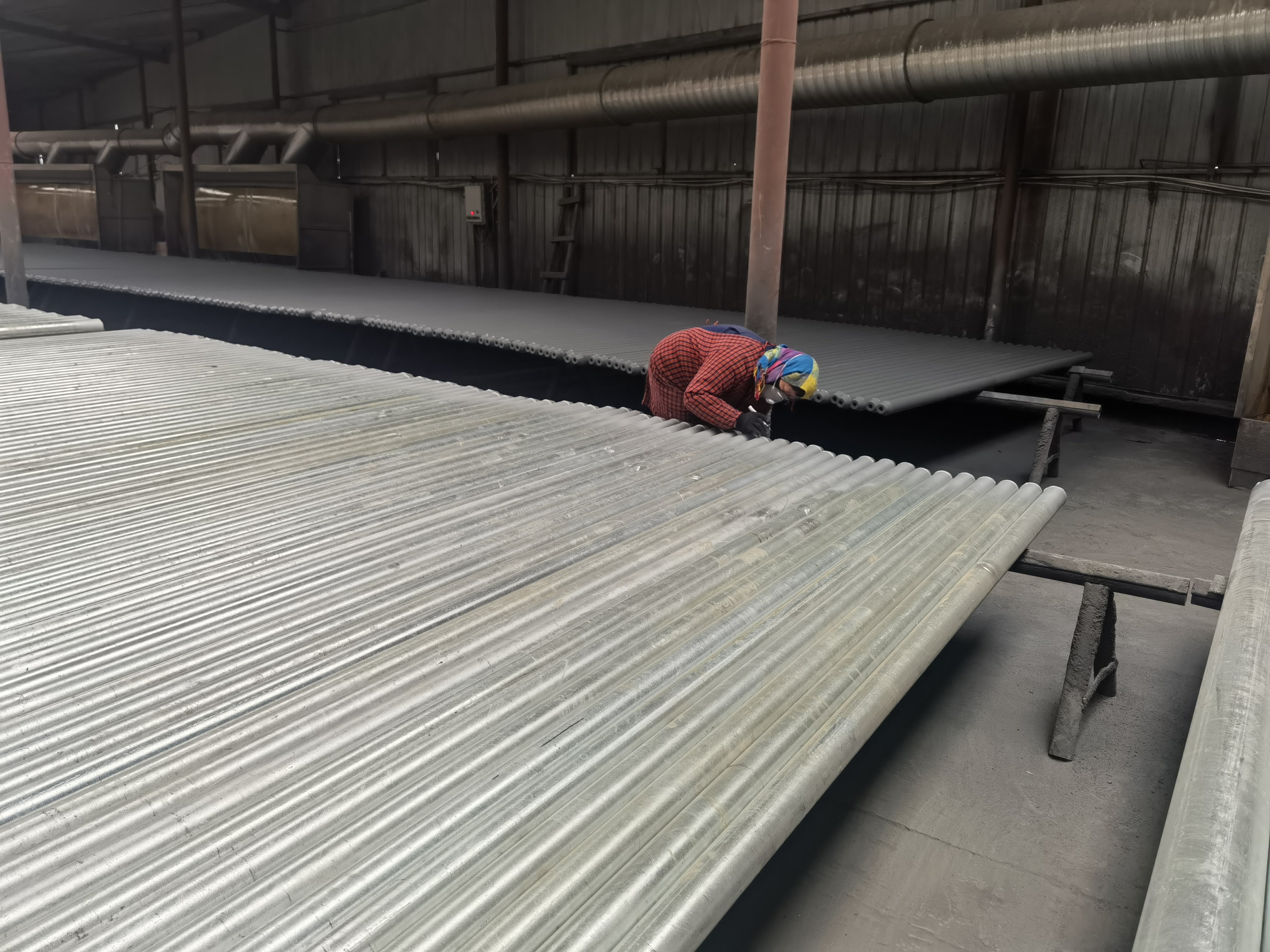
د شاټ بلاسټینګ د شاټ بلاسټینګ ماشین کې د امپیلر سینټرفیوګال ځواک کارول دي کله چې دا په لوړ سرعت سره ګرځي ، او د شاټ بلاسټ کولو پروسه خورا لوړه ده.
د سټیل خطي سرعت د درملنې لپاره د سټیل سطحې ته ډزې کیږي ، په پایله کې د تودوخې او پیسیدو اغیز رامینځته کیږي ، او د فولاد په سطحه د اکسایډ پیمانه لرې کیږي.
او زنګ وهي، او یو خاص خړپړتیا تولیدوي.د شاټ blasting خورا موثر دی او په مهر شوي چاپیریال کې ترسره کیدی شي.
د شاټ چاودنې او زنګ لرې کولو درجه؛
(1) د سپکو ډزو چاودنه او د زنګ لرې کول.د فولادو سطحه باید د لیدلو وړ غوړ یا کثافاتو څخه پاکه وي او د قوي اکسایډ پیمانه، زنګ او رنګ پوښونو او نورو ضمیمو څخه پاک وي؛
(2) په بشپړه توګه د ډزو چاودنه او د زنګ لرې کول.د فولادو سطحه باید د لیدلو وړ غوړ یا کثافاتو څخه پاکه وي او د قوي اکسایډ پیمانه، زنګ او رنګ پوښونو او نورو ضمیمو څخه پاک وي؛
(3) خورا بشپړ شاټ چاودنه او د زنګ لرې کول.د فولادو سطحه باید د لیدلو وړ غوړ یا کثافاتو څخه پاکه وي، پیمانه، د اوسپنې ضمیمه لکه زنګ او رنګ کوټینګ، پاتې پاتې نښې باید د نقطو یا پټو په بڼه یوازې لږ داغ وي؛
(4) د سټیل سطح پاکولو لپاره د شاټ بلاسټینګ او زنګ لرې کول.د فولادو سطحه باید د لیدلو وړ غوړ یا کثافاتو څخه پاکه وي، د اکسیډیشن پوټکي، زنګ او پینټ کوټینګونه او نور ضمیمه وي، د یونیفورم فلزي چمک ښکارندوی کوي؛